为引导大学生树立自己的职业梦,青春梦,结合个人的理想和追求,深刻领会每个人的前途命运都与专业技能紧密相连,用自己的专业来实现自己的人生价值。皇家1396官方网站智能制造教研室与我校工程实训中心联合于2021-2022第一学期开展以“焊枪作笔,书写机械精神”为主题焊接实训课程。本课程由两个模块组成,模块一为常规焊接实训环节,模块二为创意制作环节。本次实训课程主要由实训单位边群老师做技术指导,旨在为学生打开焊接技术的大门。
常规焊接实训环节
手工电弧焊操作
※平焊对接操作:
焊接时熔滴金属主要靠自重自然过渡,操作技术比较容易掌握,允许用较大直径的焊条和较大的焊接电流。平焊焊接时为获得优质焊缝,必须熟练掌握焊条角度和运条技术,将熔池控制为始终如一的形状与大小,一般熔池形 状为半圆形或椭圆形,且表面下凹,焊条移动速度不宜过慢。

学生作品展示

平焊基本操作练习
※角焊操作
角焊时,要正确选择焊条直径和焊接电流,焊条直径不超过4mm; 接电流比平焊电流小15%-20%。焊条直径较大,焊条熔滴过渡困难;如果焊接电流大,促使熔池温度高,体积增大,金属熔液流动性增加,易造成熔池金属向下淌落,使打底层熔孔大,焊缝下凹,填充、盖面层凸起:焊接电流太小,则根部不易焊透,产生夹渣及焊缝成形不良等缺陷。
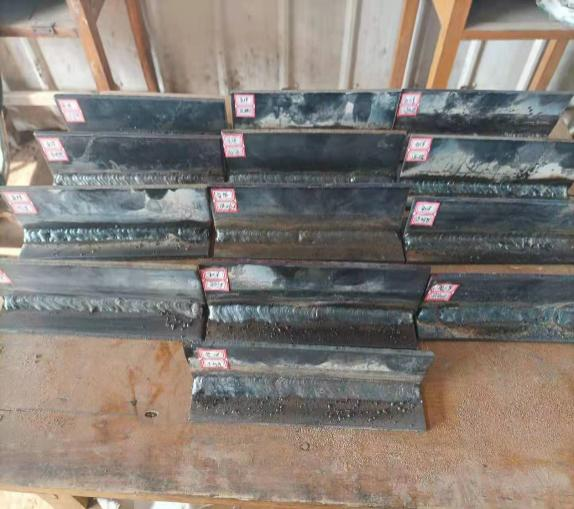
学生作品展示

角焊基本操作练习
※横位焊操作
横焊在焊接时由于上坡口温度高于下坡口,所以在上坡口处不做稳弧动作,而是迅速带至下坡口根部做轻微的拉稳弧动作。若坡口间隙小时,增大焊条倾角,反之则减小焊条倾角。

学生作品展示

横焊基本操作练习
*氧乙炔切割操作
氧乙炔割具又称气割,是指利用气体火焰将被切割的金属预热到燃点,使其在纯氧气流中剧烈燃烧,形成熔渣并放出大量的热,在高压氧的吹力作用下,将氧化熔渣吹掉:所放出的热量又进一步预热下-层金属,使其达到熔点。金属的气割过程,就是预热、燃烧、吹渣的连续过程,其实质是金属在纯氧中燃烧的过程,而不是熔化过程。

边群老师指导学生们进行氧乙炔切割练习
*钨极氩弧焊操作
(1)引弧
一般引弧有三种方式。接触、高频引弧法和高压脉冲引弧法。手工钨极氯弧焊不能采用接触法,因为钨极与工件接触时会使焊缝污染造成夹钨,改变焊缝的机械性能和抗腐蚀性能。
(2)运弧
手工钨极氩弧焊焊接时,焊接般由右向左焊接(左手习惯者除外),焊枪以-定的速度前移,禁止跳动,尽量不做摆动,这与手工焊和气焊不同。焊枪与焊件的角度为70°~85° 。
(3)添丝
填充焊丝时,应在熔池前半部接触加入与工件表面成20°~30°夹角。使焊丝熔化过渡到熔池中。焊丝成连续融化状态,融化速度随焊接成形的高低由焊工掌握。


学生作品展示 边群老师钨极氩弧焊操作演示
*二氧化碳气体保护焊操作
二氧化碳气体保护电弧焊(简称焊)是以二氧化碳气为保护气体,进行焊接的方法。(有时采用+Ar的混合气体)。在应用方面操作简单,适合自动焊和全方位焊接。

老师指导与学生实操
创意制作环节
通过长达了一个月的实训,让我们同学对焊接有了浓浓的兴趣,下面是我们同学对焊接工艺品的制作过程及展示成果,让我们一起来看一看吧!

第一组焊接工艺作品制作过程之坦克

成品展示
组员:时远宏、李凌霄、于浩波、王炳晟、李明哲、张世博、张明恩

第二组焊接工艺作品制作过程之铲车

成品展示
组员:岳宏宇、丁振耀、冯浩、孟庆祥、焦鹏飞、方景鹤
焊接专训总结
由于适应了生产力发展水平,焊接制造行业得到了迅猛的发展,作为机械专业的学生,焊接这门课程我们不可忽视。对于培养我们的动手能力有很大的意义,而且也可以使我们了解传统的机械制造工艺和现代机械制造技术。
通过这一个月的实训学生们得到了实际的锻炼,真正做到走出课堂,在车间,焊接基地,自己动手,亲身体验。同时在实训接近尾声的时候,我院教研室齐晓辉老师、宁晓霞老师、高淑杰老师来参观学习,并给学生作品进行评分。我校实训单位边群老师作为指导教师,陪同我院教研室老师进程全程导述,氛围十分浓厚。
在学习基础知识的同时,部分同学还参与了创意制作,通过钢板加工和锉削进行部分零件的制作,轮和轴用车床棒料进行加工,零件准备基本完成,再进行焊接,最后喷漆,从工艺品的设计到零件的制作,到成品的焊接,每一步都是学生亲手操作完成,对同学来说意义不凡。这次实训学习了平焊对接、角焊,钨极氩弧焊、二氧化碳气焊焊割等专业知识的同时,也大力培养了学生的动手能力和弘扬了工匠精神.
工匠精神在机械专业学生职业道路上非常重要,它代表了一种职业态度,在工作中尽职尽责、精益求精、仔细认真是一种理想的职业精神。教师将工匠精神融入机械专业日常教学中,学生们不仅要掌握机械专业的基础知识,更要理解、渗透工匠精神的含义所在,使学生对自己的专业和未来的职业有更深层次的理解,让学生们真正热爱上自己的专业和未来的职业,让学生知道这是实现人生理想的重要途径!


